Last peg mill in the US
Alas:
Thanks so much for sharing that video, @thenewreligion!
It sounds like we definitely hit on the right understand of the “old-fashioned” peg making method.
I did mail @Customboots some of my DIY maple begs. They should arrive down in Texas tomorrow.
I’ve also got a very small “v-tool” made for wood carvers coming by mail. I’m hoping that’ll make it a bit easier and faster to carve grids of points of the right size.
I was interested to hear the mill owner in the video mention that they use yellow birch because it’s “a soft hardwood”, and that’s best for pegs. Unfortunately, he didn’t go into it any deeper than that.
The factory burned down in 2016. ![]()
The site mentioned the types of wood they used
“manufactured primarily from white, yellow and silver birch, although white maple and beech are occasionally employed as well”
Dark Soul of primitive archery (not much if a source but anyway) hints at what I sorta suspect, that lemonwood might get used sometimes in a more colloquial or descriptive sense to refer to any yellow hardwood, in addition to its more specific use to delineate one or two species of tree. So another theory besides intentionally suggesting that pegs are made from Calycophyllum or pittosporum or xymalos species, i wonder of it was more of a vernacular way to specify using the yellow birch, say if you were given a choice of peg sources from the factory
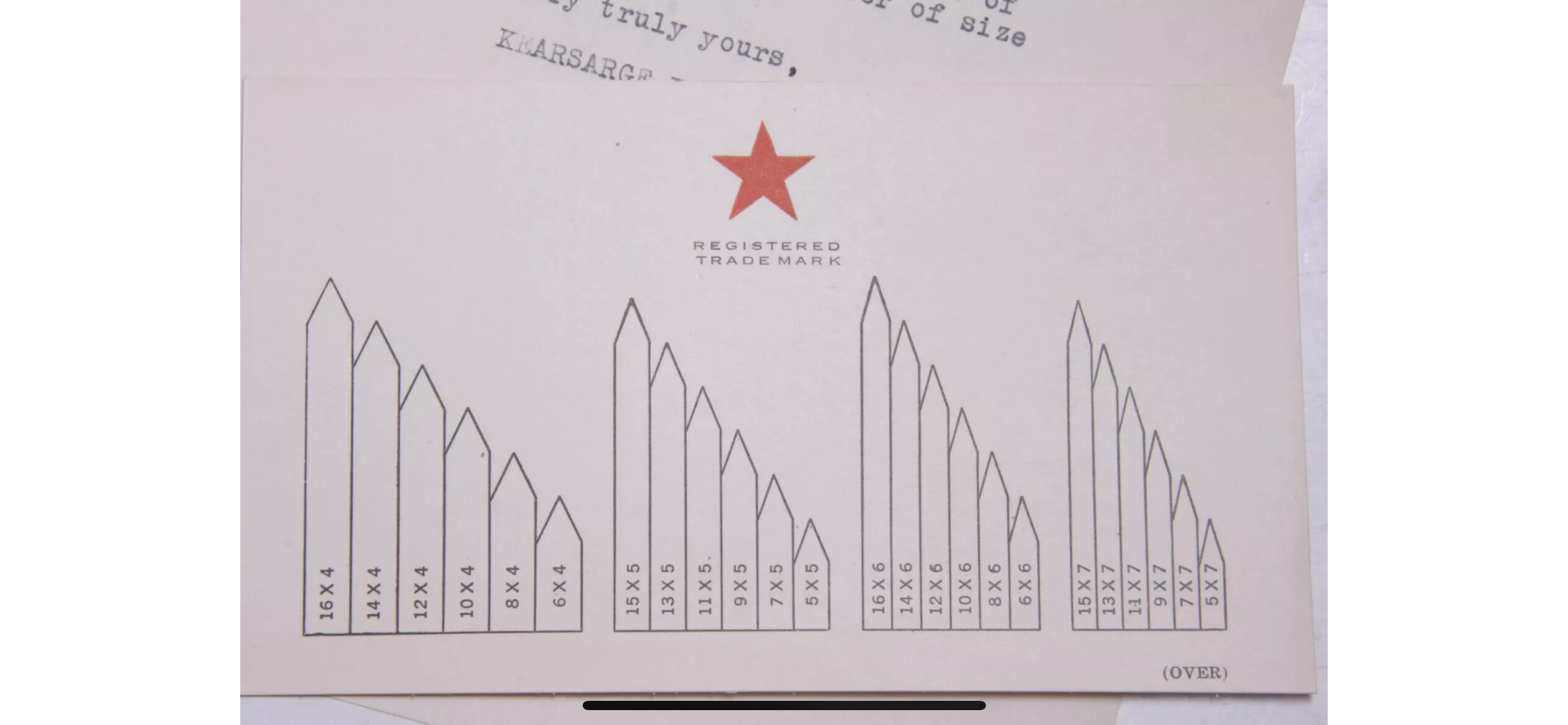
Also isnt this stuff cool?
Interesting.
The size card seems to be using the same general sizing system as Blau Ring, but with × instead of / separating numerator and denominator.
However, I don’t see some of the finer widths cowboy boot makers seem to like on their chart, like 5½ and 6. The only size from my notes that I see on that card is “5 × 7”, which some folks use for heeling.
Maybe Kearsage could do finer sizes, and they just don’t appear on the card. But I’m also thinking back to the video @thenewreligion shared. I think Paul, the owner, mentioned twice in that video that shoe pegs were used specifically for attaching heels. Perhaps Kearsage only did the widths preferred for heels, but didn’t do the finer pegs for soling.
If it helps the front of the card says “on the back of the card are illustrated a few of our special sizes” or something.
What I’m really curious about is how they kearsage machines work. Changing the peg lengths seems easy but what was the mechanism for changing the spacing of the pointing or chopping machine, and how did they get them to match up?
My guess on the pointer machine is something like a chainsaw, where a few teeth or a tooth is facing inward, the disks pinned by a conveyer belt and rollers, and the spacing is varied by the feed speed
Similar for choppah (i assume this is how you say it in NH). Fed at a fixed speed through the big mechanized guillotine then Lestah lines up the chopped rows and runs them through the second machine which is already set up at a right angle, then just vary the feed speed for different widths
Watching the video again I’m thinking how the heck did that place not burn down before 2016?? I mean its a kindling factory run by a barebones staff and there’s tanks full of dry wood being heated by checks notes burning dry wood?
The video mentioned the maker of the pointing machine. Here’s a reference:
The video also mentions “blades” going from side to side.
Found some notes of an old Scientific American article. The digitization is bad, but I can guess at corrections for the description of the pointing machine:
The blocks are now ready to be grooved. This is done very rapidly by a machine in which a cutting tool reciprocates rapidly across the face of the block, the block being at proper intervals of time carried along by feed rollers. After the blocks have been grooved one way, they are again grooved at right angles to the first grooves, and both sets of grooves being V-shaped, the surfaces of the blocks on one side, now present a regular succession of quadrangular pyramids, which are the points of the yet embryo pegs.
This would seem to confirm that feed rate might determine peg width.
At the same time, the process described seems a bit different from the one shown in the Kearsage video, where the pointing machine does parallel lines in just one direction and the grooved blocks are passed directly to a splitting machine.
Geez, there’s drone footage of the fire:

Silver lining, perhaps:
Currently, Kearsarge Pegco, as a division of Kramer Industries, Inc. has a full line of dry finishing and tumbling media and compounds along with the tumbling equipment used to get the best finishing on metals and plastics. We are very excited about the opportunities in front of us and look forward to another 150+ years of success and growth.
They still offer hardwood pegs, but in just two sizes, 4 mm and 6 mm square. And $50 a pound.
Shoe pegs were long cross sectioned hardwood shapes with a point on one end, manufactured primarily from white, yellow and silver birch, although white maple and beech are occasionally employed as well. The Kearsarge Peg Co. manufactured approximately seventy-five different sizes of shoe pegs, which varied in size from 5/16 in. long by 1/18 in. wide to ¼ in. wide by 2.0 in. long
Yeah i was wondering about reciprocating versus one direction. I guess my thought was that it looked like the wood shavings were only coming out of one side and the machine looked unstable enough i would have expected the rapid changes in momentum of the blade would make it shimmy back and forth. Hugely guessing though.
Our coinvestigator customboots said in a FB group she heard from a European supplier that they used to sulfate the birch pegs to intentionally make them yellower and she wonders if this was the motive to call them lemonwood
Edit: although the scientific american article below says the sulfur gas is used to make them more white??
Here’s gpt’s cleaned up version:
How Shoe-Pegs Are Made
December 1869
Shoe-pegs were invented in 1818 by Joseph Walker of Hopkinton, Massachusetts. At least, the invention is attributed to him, although the evidence supporting this claim is somewhat unsatisfactory. A shoe-peg is a small item, but its invention was by no means insignificant. It revolutionized a crucial industry, arguably as much as any other single invention. Before shoe-pegs, the soles of all boots and shoes were attached to the uppers by sewing. Now, nearly ninety percent of all boots and shoes are pegged. The invention of the shoe-peg also gave rise to numerous other inventions, such as pegging awls of improved forms, rasps for cutting off the ends of pegs inside the boot, and pegging machines that can peg a sole almost instantly. There are also machines for cutting, polishing, and bleaching pegs.
The writer recalls when shoe-pegs were made by hand. Timber was sawed into blocks across the grain, with the thickness of the block determining the length of the pegs. Slabs, or bolts, as thin as the intended pegs, were split off using a long thin knife and a hammer. The knife resembled a “froe,” a tool used by coopers and shingle makers. The bolt was beveled on both sides of one edge before being split into individual pegs. This crude method was inevitably replaced by a faster and more efficient process, and today, there is probably no product as well-made and inexpensive as modern shoe-pegs.
It is noteworthy that modern machinery follows the same principles as the hand method. The wood must be from a hard, close-grained variety that splits easily. Hard maple and birch are the preferred woods for this purpose, with birch being the most commonly used. The wood is cut into lengths of about eight feet and is sold by the cord at three to four times the price of firewood.
At the factory, the logs are received in a green state and processed as needed. First, the bark is peeled off using an adze. The logs are then sawed into blocks across the grain, slightly thicker than the length of the peg. These blocks are placed on a planing machine to smooth the side intended for the heads of the pegs.
Next, the blocks are grooved by a machine with a cutting tool that rapidly moves across the face of the block. The block is fed along by rollers, and after grooving one direction, it is grooved again at a right angle. Both sets of grooves are V-shaped, so that one side of the block is now covered in small quadrangular pyramids, which will become the points of the pegs.
The blocks are then split by machines with incredible speed and precision. The splitting knives are pivoted at one end and move up and down like the blade of shears used for trimming sheet metal. The knives are adjusted to only partially split the pegs, leaving them attached at the heads. The blocks are fed into the machines with the planed side down, and the splitting knife enters the wood at the base of the V-shaped grooves. The splitting is done from the points toward the heads of the pegs.
After passing through the machine once, the block is turned and fed through again at a right angle to the first pass. At this point, the pegs are nearly split apart but still hang together, somewhat resembling a bunch of split matches. Keeping them together allows for easier feeding into the machines. After the second pass, the block is thrown off the machine, and the pegs fall apart.
At this stage, the pegs are of varying colors, rough on the sides, unseasoned, and dusty. They are dried in a tumbler heated by steam pipes, bleached with sulfur fumes until they are uniformly white, run through a fanning mill to remove dust, and finally packed for market.
The scale of shoe-peg manufacturing is much larger than most people realize. Many factories in the Eastern United States produce between fifty and one hundred bushels of shoe-pegs per day, and the demand continues to grow. Anything in universal demand, even if individual demand is small, adds up to a large total for the civilized world. New England manufactures the majority of shoe-pegs, with Germany being one of the largest importers.